
















Листорезные станки для раскроя тонкого металлического листа методом продольно-поперечной резки выпускаются в модификациях для малого и среднего бизнеса. Это мобильное оборудование на прочной и устойчивой облегченной раме с производительностью, достаточной для раскроя металла под производство кровельного листа, сайдинга и профиля, водостоков и добора, корпусных деталей.
Конструкция и принципы работы станка листореза для тонкого металла
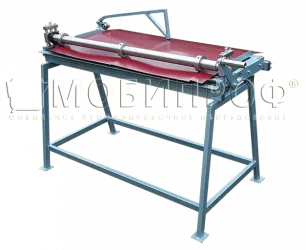
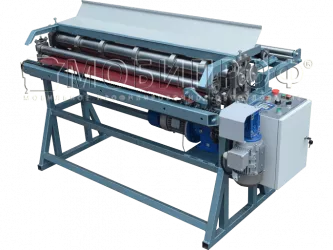
Конструктивно листорежущий раскройный станок представляет собой механические дисковые ножницы по металлу, установленные на станине со столом, редуктором и креплениями для установки валов. Общий состав конструкции станка:
- станина рамного типа с устойчивыми опорами и креплениями под установку узлов;
- раскроечный стол — плоскость для подачи листа или полосы из рулона к ножам;
- режущий узел — два стальных вала с дисками, установленные на подшипники с минимальными допусками по отклонению ножей;
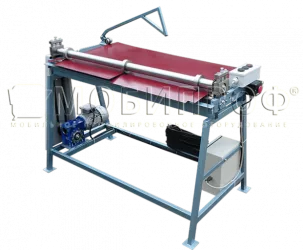
- привод — механический редуктор с цепной или ременной передачей на валы;
- источник крутящего момента — рукоять для работы оператора или электромотор.
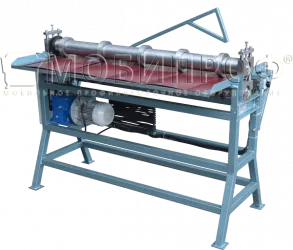
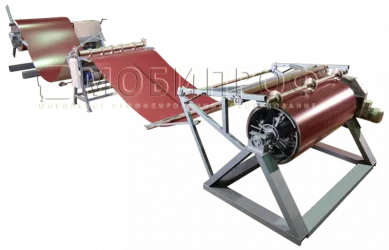
Оператор подает листы на стол с направляющими, металл проходит через валы с дисковыми ножами и выходит в виде готовых штрипсов (полос) заданной ширины. Точность установки валов обеспечивает качество кромки и соответствие размерам.
Варианты и модификации листорезов
Станки для раскроя тонколистового металла можно купить для использования в производстве в разных вариантах исполнения. Основные разновидности оборудования:
- с ручным или электромеханическим приводом — от рукояти или электромотора;
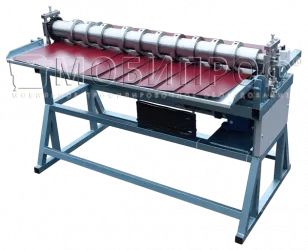
- валы с разным количеством ножей и возможностью выбора ширины и количества полос резки;
- тип управления для станков с приводом — простое в виде запуска и остановки, автоматизированное с остановкой для нарезки с определенной длиной.
Критерии для оптимального выбора станка
Удачно выбрать станок для своего производства вы можете, если будете учитывать соотношение его цены и возможностей. Для этого есть несколько критериев:
максимальная толщина листа металла для бездефектной резки;
максимальная ширина исходного листа или полосы при подаче на направляющие;
максимальное количество полос в один проход и ширина штрипсов на выходе;
наличие ручного или электромеханического привода, автоматики, датчиков длины листа.
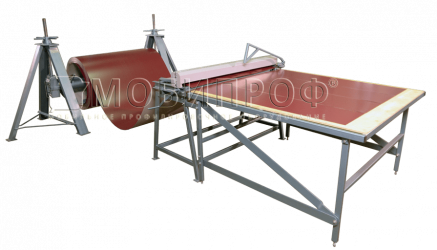
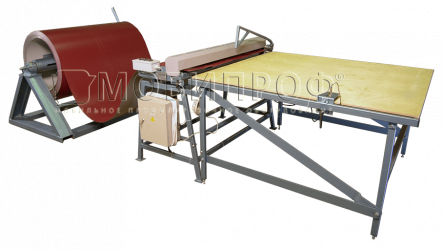
Станок может быть интегрирован в состав листорезной линии с разматывателем рулонного металла.










