














Самая распространенная форма выпуска тонколистового металлопроката – рулоны. В таком виде материал намного удобней перевозить и хранить. Для производства различных деталей и изделий рулонный прокат необходимо раскроить на части заданной длины и ширины. Под продольной резкой понимают раскрой рулона на полосы или штрипсы, под поперечной – разделение на листы различной формы.
Рассмотрим технологию продольной резки, применяемое оборудование, другие нюансы обработки.
Оборудование для резки металла
Для раскроя металла применяют различные инструменты и оборудование: ручные, гильотинные ножницы, ленточнопильные и углошлифовальные машины, газовые резаки, лазерные, дисковые станки.



Наиболее практичный и недорогой способ продольной резки – на станках с дисковыми ножами. Ручные и механизированные инструменты не приспособлены для продольного раскроя, они обычно используются для поперечной резки.
Лазерные станки слишком дорогие и применяются в основном для изготовления фасонных изделий с высокими требованиями к точности выдерживания размеров.
Для продольного раскроя механическим способом используют линии, составленные из разматывателя и специализированного станка. В состав также может намотчик металлических полос.
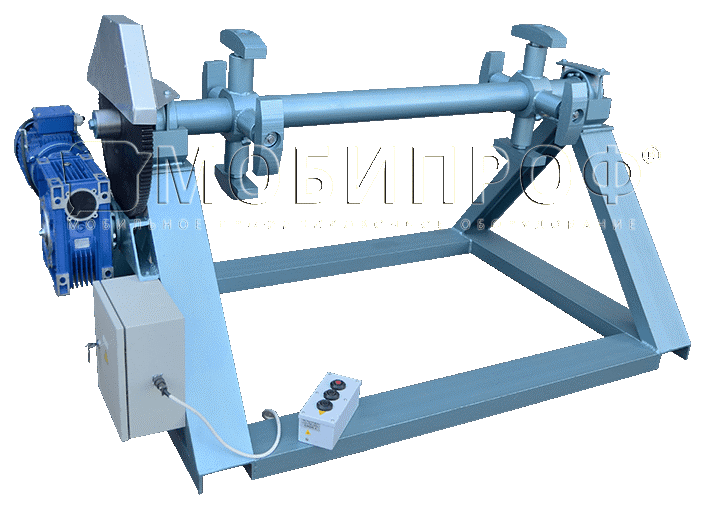
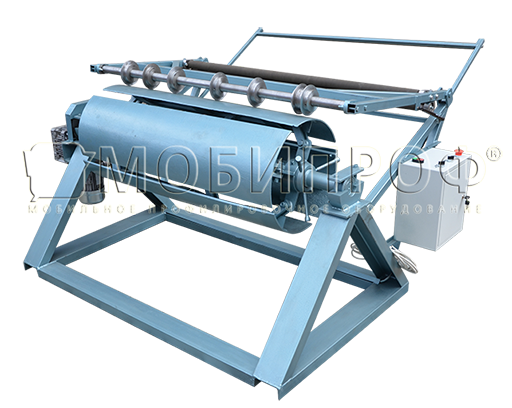
Размотчики предназначены для разматывания металлических рулонов перед раскроем. Оборудование подбирают по производительности и параметрам рулона. Компания МОБИПРОФ предлагает напольные, мобильные, двухопорные, консольные и самоподъемные станки.
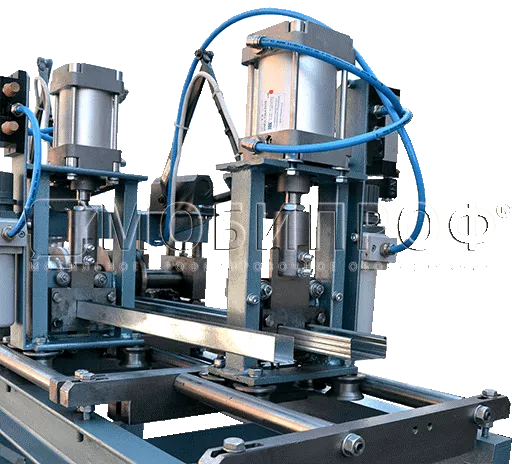
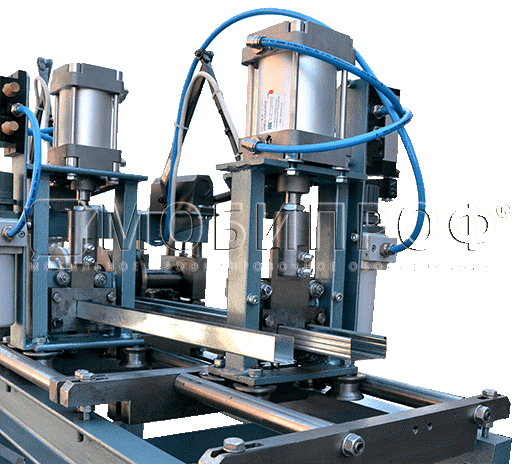
Станки продольной резки служат для непосредственного раскроя предварительно размотанного проката. Рулонный металл разрезается на полосы при движении металла между двумя режущими дисками.
Оборудование состоит из следующих узлов:
Сварной рамы из стального прямоугольного профиля. Узел служит несущей конструкцией, на нем закреплены остальные элементы станка.
Стола с направляющими. На нем размещается движущийся рулон металла и выполняется резка. Направляющие исключают перекос в процессе обработки.
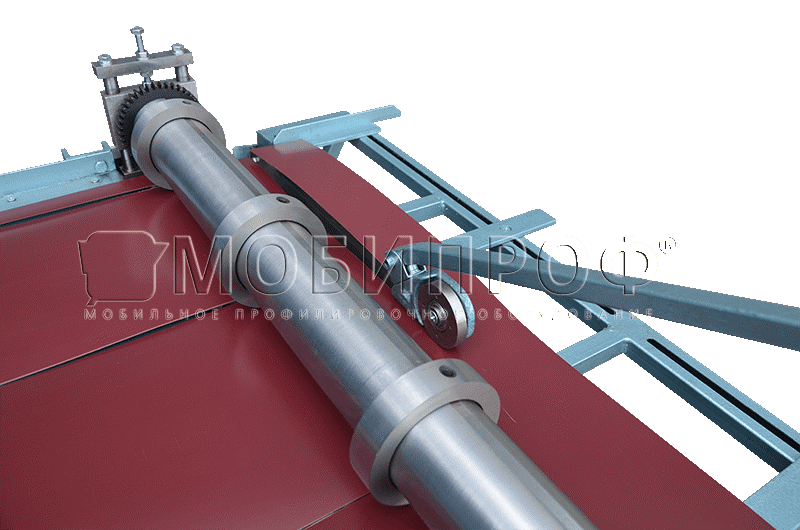
Верхнего и нижнего вала. На них закреплены режущие дисковые ножи. Каждая пара ножей расположена внахлест относительно друг друга, расстояние между центрами можно изменять в зависимости от толщины проката и типа металла.
Привода. Предназначен для приведения валов с ножами во вращательное движение. Привод может быть ручным или электрическим.
Станки с электрическим приводом могут оснащаться преобразователем частоты для регулирования скорости подачи металла и концевыми выключателями для автоматизации работы. Предусмотрена также возможность установки дискового ножа с индивидуальным приводом для поперечного раскроя, механического счетчика длины металлопроката. В качестве дополнительной опции предлагается приемный стол.
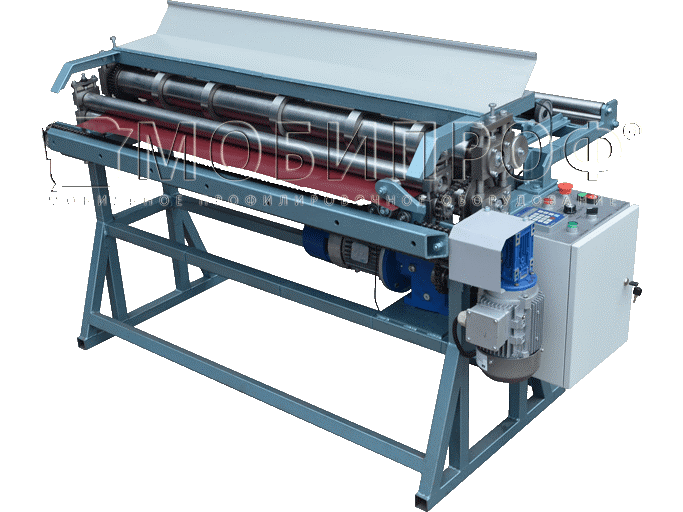
Намотчики служат для сматывания металлических полос в рулоны. Конструкция станков аналогична разматывателям. Разница – в наличии прижима с роликами, который необходим для разделения катушек металлических штрипс.
Компания МОБИПРОФ также предлагает линии для продольного раскроя металла из двух единиц оборудования: размотчика и раскроечного станка.
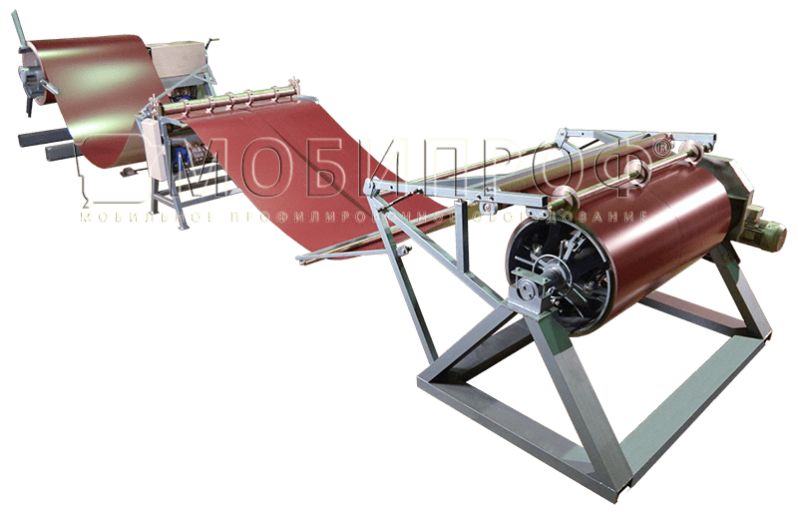
Оборудование полостью совместимо, настройка и синхронизация не представляет никаких сложностей.
Процесс продольной резки
Процесс раскроя начинается с входного контроля рулонов металлопроката. С материалами, выполненными по ГОСТ, приобретенными у надежных поставщиков, обычно не возникает проблем. Однако следует убедиться, что прокат подходит для раскроя и дальнейшего производства изделий.
К обработке допускается рулонный металл правильной формы с ровными краями. Материал не должен иметь:
Повреждений коррозией.
Впадин на поверхности.
Продольных загибов.
Других выраженных деформаций и повреждений.
Дефекты существенно отражаются на качестве готовых штрипс и продукции их них. Далее настраивают станок для продольной резки:
Выставляют необходимую ширину металлических полос. Параметр определяется расстоянием между парами режущих роликов. Положение ножей на оборудовании МОБИПРОФ регулируется стопорами винтами. Крепление ослабляется, диски устанавливаются на необходимом расстоянии друг от друга, затем фиксируются винтами. Для резки на полосы шириной от 80 мм и менее предусмотрены установка специальных узких режущих элементов.
Задают необходимую толщину металла. Межосевое расстояние ножей выставляют соответственно толщине проката при помощи регулировочного винта. На станках МОБИПРОФ нахлест рабочих кромок верхнего и нижнего диска изменяется одновременно у всех пар ножей поднятием или опусканием подушек опор подшипников.
Далее устанавливают рулонный металл на разматыватель, слегка отматывают, заправляют конец рулона под направляющие с резиновым покрытием. Затем включают станок или начинают вращать рукоятку ручного привода, после раскроя отрезка определенной длины останавливают станок, заправляют концы штрипс в наматыватель.
Затем регулируют натяжение таким образом, чтобы металл не провисал до пола и не был сильно натянут. В станках с электроприводом выставляют одинаковую производительность и синхронизируют блоки систем автоматического управления для совместной работы оборудования.
После настройки натяжения включают оборудование. В процессе раскроя контролируют работу. Металл должен входить ровно по всей ширине рулона, перекос – не допускается. Края штрипс должны быть прямые и ровные, без заусенцев. При наличии дефектов выключают станки, выполняют донастройку, при потере остроты ножей заменяют оснастку или затачивают диски.
При достижении определенной длины полос выполняют продольную резку роликовым ножом или гильотинными ножницами, установленными на станке.
Далее контролируют качество раскроенных полос. Катушки и щель в центре должны иметь цилиндрическую форму, намотка должна быть не слишком свободной. Ширина штрипса должна соответствовать заданной.
Какие сложности могут возникнуть при продольной резке
При раскрое смотанные катушки металла могут иметь дефекты, которые осложняют дальнейшую обработку материала. Наиболее часто встречаются:
Приподнятые края, выраженные заусенцы. Причиной может служить несоответствие перехлеста роликовых ножей толщине металла, потеря заточки. В этом случае требуется настроить межцентровое расстояние дисков или заменить режущую оснастку.
Несоответствие ширины. В этом случае нужно проверить расстояние между парами роликов, откорректировать его и надежно зафиксировать положение режущего инструмента.
Волнообразная форма. Обычно говорит о неправильной настойке натяжения. Требуется более тщательно синхронизировать производительность оборудования.
Слишком плотная или слишком свободная намотка. Для достижения оптимальной плотности рулона нужно ослабить или усилить натяжение.
Для того чтобы качество штрипс было неизменным необходимо контролировать качество металла, который планируется использовать, следить за состоянием оборудования. Перед началом работы требуется настроить станок для раскроя проката требуемой ширины, толщины и вида металла. Процесс резки нужно тщательно контролировать, своевременно исправлять отклонения рулона от требуемого положения, при необходимости регулировать натяжение.
Оборудование необходимо убирать после окончания работы и своевременно обслуживать. Также требуется следить за состоянием режущей оснастки, при необходимости обновлять заточку или заменять диски.
H2: Области применения продольной резки
Продольный раскрой – первый этап производства изделий и деталей различного назначения. Использование нарезанного на штрипсы металла нужной ширины сокращает время и трудозатраты.
Продольная резка – технологический этап в изготовлении:
Комплектующих водосточных систем: труб и желобов.
П, С, Г, Z, шляпного, маячкового, штукатурного профиля.
Каркасных элементов гипсокартонных систем.
Комплектующих евроштакетника и ограждений огородных грядок.
Доборных кровельных элементов.
Кабельных и тепличных лотков.
Ламелей для жалюзи.
Коробов круглого и прямоугольного сечения.
Оконных отливов.
Других изделий.
Станки продольной резки от МОБИПРОФ обеспечивают высокое качество продольного раскроя. Оборудование значительно сокращает время производства, уменьшает расходы за счет меньшего количества брака, высокой надёжности, простоты обслуживания, низкого энергопотребления.





